| 項目 |
改善前 |
改善後 |
效益 |
| 廢水處理成本 |
高 |
下降30%以上 |
減少處理費用 |
| 製程用水需求 |
完全依賴自來水 |
50%以上使用回收水 |
降低水費支出 |
| 環保法規 |
需外排廢水 |
連續排放或回收使用 |
減少環保壓力 |
| 系統運行 |
人工操作 |
PLC全自動控制 |
降低人力成本 |
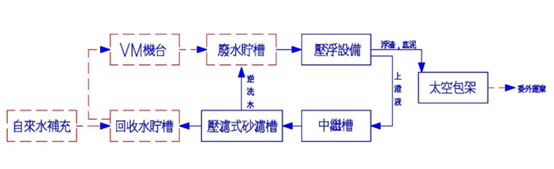
效益評估
已知:
1. 廢水操作成本40元/T (含:藥品費、電費、汙泥清除費,不含:操作人工費、納管費)
2. 汙水下水道使用費17.86元/T
3. 自來水水費11.27元/T
4. 清除處理費4元/T ,所以每回收一T水可省下: 40元+17.86元+11.27元+4元-3.36元=69.77元
每年可省下69.77元/T×137.5T/D×365D/年=3,501,582元/年